Several important factors combine to determine the choice between brass, magnesium and copper for creating the best results with your embossing and debossing dies. No single factor should be used alone to make the decision. Since all of the factors listed below interact with one another, their cumulative effect should be considered. Experience will help you make the best material choice, and your printer, press operator, and photoengraver can all provide valuable assistance.
Choosing magnesium, when appropriate, can yield cost savings for your customer and speed up turn-around, without sacrificing quality. Brass dies are hand sculpted and machined therefore making them the most expensive of the three metal choices. Brass dies are the most durable and since they can be repaired, the life of the die is almost endless. Interpretation of the artwork is only possible with brass dies, including shapes, textures and edges.
Copper is a relatively harder metal used for the same applications as magnesium dies. If your job requires a more durable metal, copper is the best selection. Please consider the following:
- Surface Area Pressure
- Artwork Designs
- Length of Press Run
- Substrates
- Handling and Maintenance
- Experienced Craftsmanship
Surface Area Pressure
The amount of pressure required to achieve the best results depends on the size of the surface area being embossed or debossed. Equal embossing and debossing results for a one-inch square surface area require less pressure than that needed for five square inches. Depending on the other factors involved, magnesium is best used on smaller areas with smoother papers while copper is beneficial for larger areas and more heavily textured papers, and extremely long runs. Brass is generally used for combination foil and embossing dies.
Artwork Designs
Durability of your embossing and debossing dies under pressure should suit your artwork design. Relatively more pressure is needed for the best results in bold and uniformly spaced designs. For example, a solid square requires more pressure than an outlined square of the same size. Fine detail and unevenly distributed artwork designs require relatively less pressure and can be readily achieved with magnesium. However, bold and evenly spaced artwork to be printed in long runs may require pressure that copper can withstand best.
Length of Press Run
Generally longer press runs can cause erosion on embossing and debossing dies. For this reason, copper dies are recommended for long runs. However, this is a relative guideline since many factors determine what is even considered a long run. For example, heat is a factor that can reduce the durability of metal. Magnesium has achieved runs in the upper tens of thousands. If you are using high heat and have a long run with your embossing and debossing, brass or copper might be better choices.
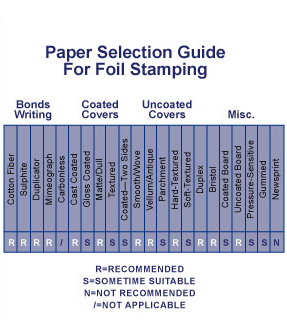
Substrates
Is your paper stock recycled, heavily textured, coated, or uncoated? Generally, the tougher the paper stock, the more durable the metal for your die should be. Smoother paper stocks don’t wear as much on your embossing and debossing dies, and magnesium can yield excellent results. Copper dies may be worth the extra cost when using heavily textured papers and for longer runs.
Handling and Maintenance
Press tolerances should be checked periodically. When adjusted accordingly, you can considerably increase the life of your embossing and debossing dies. Also, be careful in make-ready. Scratching and dents can be avoided with just a little attention. With proper handling in all these areas, you will get more from your die. A good way to store your magnesium dies, is to first coat them with a little cooking spray or oil such as Pam™. When stored and handled properly you may find you are using magnesium again and again.
You’ll offer your customers the best cost, speed, and quality, when you balance all of the above factors. Paper houses have sample departments – use them to test your dies on different stock. Artwork designers should also consult with their printers and finishers concerning stock choices and designs. When printers and finishers know ahead of time what they will be working with, it is much easier for them to evaluate the best metal for your embossing and debossing job.
OWOSSO welcomes any technical questions or inquiries. Just email your job specifics including artwork design, length of run, paper stock, and temperature and we can help!
Experienced Craftsmanship
Since 1949, OWOSSO continues to set the industry standard for both craftsmanship and service. Our experienced staff has a thorough knowledge of the substrates, the die-making process, and the best production techniques that produce the highest quality dies.